



Bruksanvisningar:
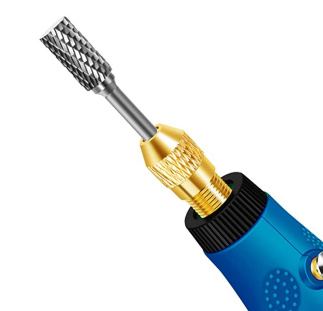
Volframkarbidrotarfilen drivs huvudsakligen av elektriska verktyg eller pneumatiska verktyg (kan också installeras på maskinverktyg), hastigheten är i allmänhet 6000-40000 rpm, verktyget ska klämmas fast och klämmas ordentligt när det används, skärningsriktningen ska röra sig jämnt från från Höger till vänster, inte framväxande skärning, samtidigt, utöva inte för mycket kraft för att förhindra att skärningen flyger när du arbetar, använd skyddsglasögon.
På grund av driften av den roterande filen inbäddad i slipmaskinen och manuell kontroll;Så filens tryck och matningshastighet avgör arbetsförhållandena och operatörens erfarenhet och skicklighet.Men skickliga operatörer kan ha tryck och matningshastighet i ett rimligt omfattning, men här är att betona: För det första att undvika i fallet med hastigheten på slipmaskinen mindre tillagd för mycket tryck, kommer detta att göra det enkelt att arkivera överhettning, tråkig: andra, verktyg maximal kontakt artefakter som möjligt, eftersom det kan mer banbrytande artefakter, Bearbetningseffekten kan bli bättre.
Slutligen bör handtagsdelen av filen inte komma i kontakt med arbetsstycket, eftersom detta kan överhetta filen och skada eller till och med förstöra kopparfogen.Byt ut eller skärpa det slöa filhuvudet i tid för att förhindra att det skadas helt.Matt fil skär långsamt, vilket tvingar kvarnen att öka hastigheten.Detta kan orsaka skador på filen och kvarnen, vilket vida överstiger kostnaderna för att byta ut eller slipa de slöa filerna.
Smörjmedlet kan användas i samband med operationen, vätskevaxsmörjmedel och syntetiskt smörjmedel är mer effektivt, smörjmedel kan regelbundet droppa till filhuvudet.

Val av sliphastighet:
Den högre körhastigheten är viktig för effektiv och ekonomisk användning av det runda filhuvudet.Den högre körhastigheten är också användbar för att minska chipuppbyggnaden i zinkspåret och för att skära hörn och minska möjligheten att skära störningar eller kilar.Men det ökar också chansen att handtaget går sönder.
Hårdlegerings rotationsfiler bör köras med hastigheter på 1500 till 3000 ytfötter per minut.Enligt denna standard finns det många typer av roterande filer tillgängliga för slipmaskiner att välja mellan.Till exempel: 30.000-rpm kvarn kan välja 3/16 till 3/8 diameter zinkfiler;22 000 rpm kvarn kan välja 1/4 ″ till 1/2 ″ diameter.Men för effektivare drift är det bäst att välja en diameter som oftast används.Dessutom är underhållet av slipmiljön och systemet också mycket viktigt.Anta att en kvarn på 22.000-rpm bryts ofta, förmodligen för att den har för få varvtal.Därför rekommenderar vi att du ofta kontrollerar lufttryckssystemet för slipmaskinen och tätningsanordningen.
Rimlig körhastighet är verkligen viktigt för att uppnå önskad grad av skärning och arbetsstyckets kvalitet.Att öka hastigheten kan förbättra bearbetningskvaliteten och förlänga verktygslivslängden, men kan orsaka frakturen i filhandtaget: att minska hastigheten hjälper till att snabbt klippa materialet, men kan orsaka systemet överhettning, skärningskvalitetsfluktuationer och andra sjukdomar.För varje typ av roterande fil bör rätt hastighet väljas i enlighet med operationen.
Posttid: 21 juni 2022